OPERACIÓN DE MINAS
26 de junio de 2017
Las barras de perforación no son barras de perforación
Este artículo apareció originalmente en la revista National Driller.
Barras de extracción de núcleos: por qué es importante el costo por metro
Si consideramos que actualmente los contratistas de perforación se enfocan en reducir los costos de operación para mantener la rentabilidad, la mejor manera de reducir los costos por barras es comprar aquellas que ofrezcan el menor costo por metro, en lugar del precio más bajo.
Comprar una barra de calidad inferior por un precio más bajo es más costoso al largo plazo. En una operación de extracción de núcleos de diamantes típica, sólo los consumibles suman entre el 5 y el 10 por ciento de los costos operativos de un contratista. Dejar caer una sarta o, lo que es peor, malograr un agujero debido a una barra fallada puede alcanzar hasta el doble de los costos de los consumibles.
Aunque todas las barras pueden tener el mismo aspecto, no son todas iguales.
Por ejemplo, la barra Boart Longyear tiene un tratamiento térmico especial aplicado a la rosca de la clavija que da por resultado una vida más larga de la conexión y desconexión, prácticamente eliminando la adherencia o el desgaste adhesivo. Además, la barra Boart Longyear tiene un recocido en el medio del cuerpo para maximizar la resistencia a la flexión.
La forma en que un contratista maneja la barra en terreno también tiene un gran impacto en la vida útil de la misma y las posibilidades de llegar a soltar una sarta. Los siguientes son algunos ejemplos de errores comunes, sus causas y cómo podrían evitarse.
Las organizaciones que administran las especificaciones de los tubos de perforación, como el Instituto Americano del Petróleo (API) o la Asociación de Fabricantes de Equipos de Perforación Diamantina con Extracción de Testigos (DCDMA) y los fabricantes de barras hacen su recomendación del torque para la conexión de sus barras. El propósito es sellar la conexión y asegurarse de que se mantenga en la tensión debida.
La imagen de la derecha muestra el resultado de un torque de conexión insuficiente. Siempre se debe aplicar un torque mínimo sin importar cuán poco profundo sea el orificio.
El torque de la conexión también debe aumentar con la profundidad del orificio. De esta manera, la unión se mantiene apretada a medida que la tensión de la barra aumenta o pasa por las desviaciones del orificio, lo que limita las fallas por fatiga sin sobrecargar el extremo del pasador.
Ya sea debido al montaje de las piezas, el martilleo de las juntas flojas o el manejo mismo, las barras van acumulando abolladuras y mellas que actúan igual que las fallas, comienzan las grietas y se producen fallas en las barras.

Resultado de un par de reposición insuficiente.
En la imagen a continuación, las barras tienen incrustaciones en toda la superficie producidas en los rodillos del manipulador de barras.

Picaduras y abolladuras causadas por los rodillos del manipulador de barras.
Como resultado, las barras se agrietaron axialmente, en forma perpendicular con respecto de la carga. Tras la investigación, los rodillos hidráulicos del manipulador de barras se ajustaron a su valor máximo, muy por encima de lo que se requiere para sostener incluso la barra más grande con seguridad.
La reducción de la presión del rodillo redujo el tamaño de la picadura y eliminó la fuente de agrietamiento por fatiga. Como regla general, las barras con defectos en el 10 por ciento de la pared o mayores (0.019 pulgada para la barra NQ) pueden experimentar fallas prematuras debido al agrietamiento por fatiga. Cuando se detectan barras con este tipo de fallas, deben ser retiradas del servicio y se debe identificar y eliminar la causa del daño.
Es común ver áreas pulidas brillantes en las barras, asociadas con roces en la carcasa o su constitución, y que pueden causar grietas. Cuando una sección de la barra recibe roce, se calienta y enfría rápidamente, causando un tipo de agrietamiento conocido como propagación de grietas por fatiga térmica.
Esta falla de la barra se puede prevenir asegurando que éstas queden bien lubricadas, ya sea mediante el uso de fluido de perforación o, en el caso de pérdida de circulación, utilizando grasa en la barra. Si se observan áreas pulidas en los extremos de conexión hembra, verifique el punto de inicio de las grietas y saque las barras de servicio antes de que causen la falla de la sarta.
La imagen de la derecha muestra desgaste por desgaste por adhesión después de 30 ciclos de conexión y desconexión de barras con la misma dureza en la clavija en en el lado hembra (no son de Boart Longyear).
Los hilos que muestran este nivel de desgaste deben medirse para asegurar que todavía exista suficiente capacidad de enganche y, en caso de duda, se debe retirar la barra. El uso de roscas desgastadas afectará rápidamente incluso a las barras nuevas, lo que aumentará su uso y las posibilidades de falla.
Boart Longyear ha sometido los hilos de los pasadores de las barras a un proceso de endurecimiento, creando con ello un diferencial de dureza que prolonga la vida del hilo en más de dos veces, dependiendo de la aplicación.
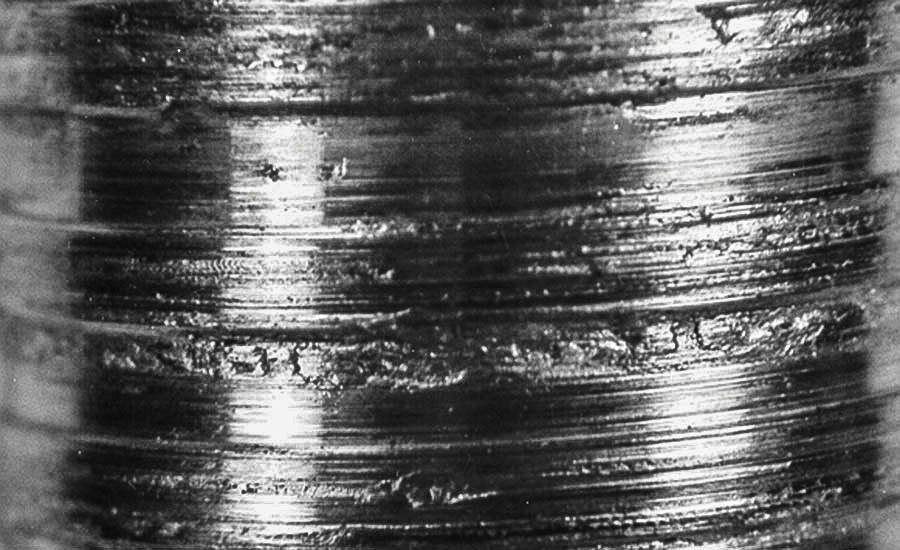
Desgaste por adhesión.
En todas las barras se debe tomar medidas para maximizar la vida útil del hilo:
-
Lo primero y más importante es el uso de un compuesto de hilo limpio que contenga zinc para disminuir el desgaste y aumentar la capacidad de carga del torque.
-
En segundo lugar, la velocidad de avance del rodillo de perforación y la velocidad de rotación deben coincidir con el paso de la rosca para minimizar el desgaste, idealmente ajustado para producir un ligero peso en los hilos en lugar de tensión.
-
Finalmente, se debe revisar los accesorios tales como los conectores de elevación, los pescantes y portabarrenas para detectar si hay desgaste en las roscas. A menudo, los hilos de los accesorios se pasan por alto y, si se usan, pueden dañar rápidamente incluso una barra nueva.
Cualquiera de estas fallas aumentará el costo por metro. Por lo tanto, en lugar de enfocarse en el precio, la medición del costo por metro de las barras determinará el costo real de la operación de un contratista y llevará a optar por comprar las barras de la más alta calidad disponibles en el mercado.
Para obtener información adicional y recomendaciones, consulte el catálogo de productos Boart Longyear - Barras de extracción de testigos y camisas.
[pardot-form id="1793" width="100%" height="500" title="Download Coring Rods and Casing Catalog"]