OPERATING MINE
June 26, 2017
Coring Rods are not Boring Rods
This article originally appeared in National Driller.
Coring Rods: Why Cost Per Meter Matters
As today’s drilling contractors focus on reducing operating costs to maintain profitability, the best way to reduce coring rod costs is to purchase rods that have the lowest cost per meter, rather than the lowest price.
Buying inferior rod for a lower price is more expensive in the long run. In a typical diamond coring operation, consumables only add up to 5 to 10 percent of a contractor’s operating costs. Dropping a string or, worse yet, losing a hole because of failed rod can add up to twice the costs for consumables.
Though all rods may look the same, they are not created equal.
For example, Boart Longyear rod has a special heat treatment applied to the pin thread that produces the longest make and break life, virtually eliminating adhesion or galling. In addition, Boart Longyear rod has mid-body annealing to maximize resistance to bending.
How a contractor handles rod in the field also has a huge impact on rod life and chances of dropping a string. Following are some examples of common failure modes, their operational causes and how they might be avoided.
Organizations that manage drill pipe specifications, like the American Petroleum Institute (API) or Diamond Core Drilling Manufacturers Association (DCDMA), and rod manufacturers recommend make-up torque for their rods. The purpose is to seal the joint and make sure it stays in tension.
The image on the right shows the result of insufficient make-up torque. A minimum torque should always be applied no matter how shallow the hole.
The make-up torque should also increase with depth of hole. This way, the joint stays tight as rod tension increases or passes through deviations, limiting fatigue failures without overloading the pin end.
Whether through chucking, hammering joints loose or handling, rods accumulate dings and dents that act the same as flaws, starting cracks and producing rod failures.

Result of insufficient make-up torque.
In the image below, the rods have indents all over the surface from rod handler rollers.

Indents from rod handler rollers.
As a result, the rods cracked axially, perpendicular to the load. Upon investigation, the rod handler hydraulic rollers were set to their maximum value, well above what is required to hold even the largest rod safely.
Reducing roller pressure reduced the tooth indent size and eliminated the source of fatigue cracking. As a rule, rods with defects on 10 percent of the wall or larger (0.019 inch for NQ rod) can experience premature failure due to fatigue cracking. When discovered, these rods should be removed from service and the cause of the damage identified and eliminated.
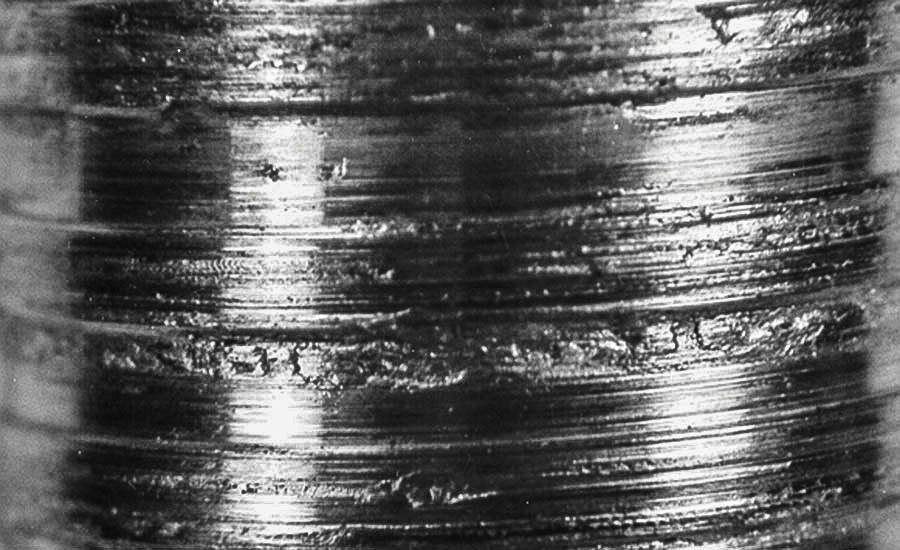
It is common to see bright polished areas on rods, associated with rubbing on the casing or formation, which can cause cracking. When a section of rod is rubbing, it rapidly heats and cools, causing cracks known as heat check cracking.
This rod failure can be prevented by ensuring that rods are well lubricated either by drilling fluid or, in the case of lost circulation, rod grease. If polished areas are observed on box ends, check for the beginnings of these cracks and pull the rods out of service before they cause a string failure.
The picture on the right shows adhesion galling wear after 30 make-and-break cycles for rods with the same hardness for pin and box (not Boart Longyear).
Threads displaying this level of wear should be measured to make certain sufficient thread engagement still exists and, if in doubt, retire the rod. Use of worn threads will rapidly wear even new rods, increasing rod usage and chances of rod failure.
Boart Longyear case hardens its rod pin threads, creating a differential hardness to extend thread life by more than two times, depending on application.
Adhesion galling wear.
For all rods, steps should be taken to maximize thread life:
-
First and foremost is the use of clean thread compound containing zinc to decrease wear and increase torque carrying capacity.
-
Secondly, the drill rig feed rate and rotation speed should match the thread pitch to minimize wear, ideally tuned to produce slight weight on the threads rather than tension.
-
Finally, accessories such as hoist plugs, water swivels and subs need to be checked for thread wear. Often, accessory threads are overlooked and, if worn, they can rapidly damage even new rod.
Any of these failures will add cost per meter. Rather than focusing on price, measuring cost per meter of rods will determine the true cost to a contractor’s operation and lead to the purchase of the highest-quality rods available.
For additional information and recommendations, see the Boart Longyear Coring Rod and Casing product catalog.
[pardot-form id="1793" width="100%" height="500" title="Download Coring Rods and Casing Catalog"]