Mine d'exploitation
26 juin 2017
Les tiges de carottage ne sont pas des tiges ennuyeuses
Cet article a paru à l'origine dans Foreur national.
Tiges de carottage: pourquoi le coût au mètre est important
Alors que les entreprises de forage d’aujourd’hui se concentrent sur la réduction des coûts d’exploitation afin de maintenir la rentabilité, le meilleur moyen de réduire les coûts des tiges de carottage est d’acheter des tiges offrant le coût par mètre le plus bas, au lieu du prix le plus bas.
L'achat d'une tige inférieure à un prix inférieur est plus coûteux à long terme. Dans une opération de carottage en diamant typique, les consommables ne représentent que 5 à 10% des coûts d'exploitation d'un entrepreneur. Abandonner une ficelle ou, pire encore, perdre un trou à cause d'une tige défaillante peut représenter jusqu'à deux fois plus de coûts en consommables.
Bien que toutes les tiges puissent se ressembler, elles ne sont pas créées égales.
Par exemple, la tige Boart Longyear a un traitement thermique spécial appliqué sur le filetage de la broche qui produit la plus longue durée de vie possible, qui élimine pratiquement toute adhérence ou grippage. De plus, la tige Boart Longyear a un recuit à mi-corps pour maximiser la résistance à la flexion.
La manière dont un entrepreneur gère les tiges sur le terrain a également un impact considérable sur la durée de vie des tiges et sur les chances de chute d'une ficelle. Vous trouverez ci-dessous quelques exemples de modes de défaillance courants, leurs causes opérationnelles et les moyens de les éviter.
Les organisations qui gèrent les spécifications des tiges de forage, telles que l'American Petroleum Institute (API) ou la DCDMA (Diamond Core Drilling Manufacturers Association), et les fabricants de barres recommandent un couple de vissage correct pour leurs tiges. Le but est de sceller le joint et de s’assurer qu’il reste en tension.
L'image de droite montre le résultat d'un couple de serrage insuffisant. Un couple minimum doit toujours être appliqué, peu importe la profondeur du trou.
Le couple de serrage doit également augmenter avec la profondeur du trou. De cette manière, le joint reste serré lorsque la tension de la tige augmente ou passe par des écarts, ce qui limite les défaillances dues à la fatigue sans surcharger l'extrémité de la broche.
Que ce soit par le mandrin, le martelage ou la manipulation des joints, les tiges accumulent des bosses et des bosses qui agissent de la même manière que les défauts, provoquent des fissures et produisent des ruptures de la tige.

Résultat d'un couple de serrage insuffisant.
Dans l'image ci-dessous, les tiges sont indentées sur toute la surface par des rouleaux de manutention.

Indentations des rouleaux du manipulateur de canne.
En conséquence, les tiges se sont fissurées axialement, perpendiculairement à la charge. Après enquête, les rouleaux hydrauliques du manipulateur de barres ont été réglés à leur valeur maximale, bien au-dessus de ce qui est nécessaire pour maintenir la barre la plus grosse en toute sécurité.
La réduction de la pression du rouleau a réduit la taille de l'empreinte de la dent et éliminé la source de fissuration par fatigue. En règle générale, les tiges présentant des défauts sur 10% du mur ou plus (0,019 pouce pour les tiges NQ) peuvent subir une défaillance prématurée en raison de la fissuration par fatigue. Une fois découvertes, ces tiges doivent être retirées du service et la cause du dommage identifiée et éliminée.
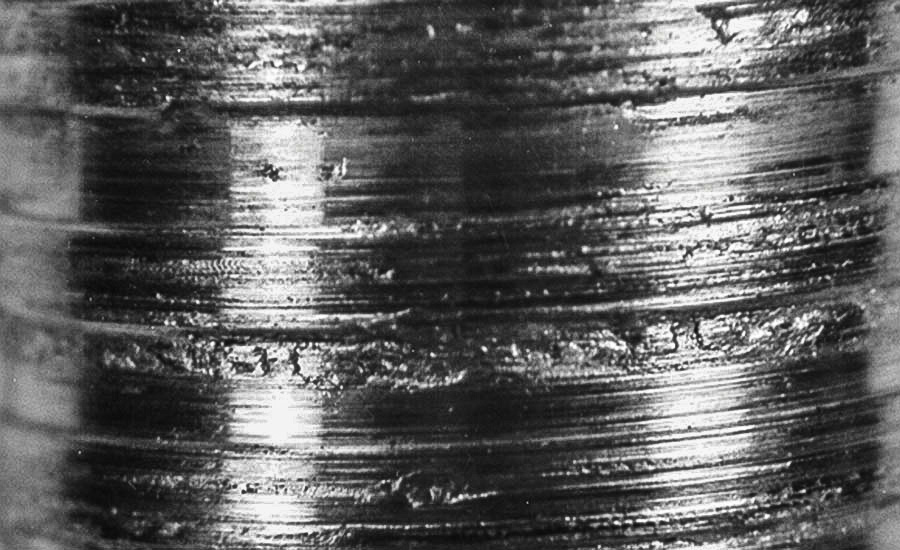
Il est courant de voir des zones polies brillantes sur les tiges, associées à un frottement sur le boîtier ou à la formation, ce qui peut provoquer des fissures. Lorsqu'une section de tige frotte, elle chauffe et refroidit rapidement, provoquant des fissures connues sous le nom de fissures thermiques.
Cette défaillance peut être empêchée en veillant à ce que les tiges soient bien lubrifiées, soit par un fluide de forage, soit, en cas de perte de circulation, par de la graisse pour tiges. Si des zones polies sont observées aux extrémités des boîtes, vérifiez le début de ces fissures et retirez les tiges avant qu'elles ne causent une défaillance de la chaîne.
La photo de droite montre l'usure de l'adhérence après 30 cycles de va-et-vient pour des tiges ayant la même dureté pour la goupille et la boîte (pas Boart Longyear).
Les fils présentant ce niveau d'usure doivent être mesurés pour s'assurer qu'il reste suffisamment de filetage et, en cas de doute, retirer la tige. L'utilisation de filets usés peut rapidement entraîner l'usure de nouvelles tiges, ce qui augmente l'utilisation et la probabilité d'une défaillance de la tige.
Le boîtier Boart Longyear durcit le filetage des tiges de bielle, créant une dureté différentielle permettant de prolonger la durée de vie du filetage de plus de deux fois, en fonction de l'application.
Adhérence usure.
Des mesures doivent être prises pour maximiser la durée de vie du filetage pour toutes les tiges:
-
Tout d’abord, il faut utiliser un composé de filetage propre contenant du zinc pour réduire l’usure et augmenter la capacité de charge.
-
Deuxièmement, le taux d’alimentation et la vitesse de rotation de l’appareil de forage doivent correspondre au pas du filetage pour minimiser l’usure, idéalement réglés pour produire un léger poids sur les filets plutôt que la tension.
-
Enfin, les accessoires tels que les bouchons de levage, les émerillons d’eau et les sous-marins doivent être vérifiés pour en vérifier l’usure. Souvent, les filets accessoires sont négligés et, s'ils sont usés, ils peuvent rapidement endommager même une nouvelle tige.
N'importe lequel de ces échecs ajoutera un coût au mètre. Plutôt que de se focaliser sur le prix, la mesure du coût au mètre de cannes déterminera le coût réel des opérations d'un contractant et conduira à l'achat des cannes de la meilleure qualité disponible.
Pour plus d'informations et des recommandations, reportez-vous au catalogue de produits Boart Longyear Carottage Rod.
[pardot-form id="1793" width="100%" height="500" title="Download Coring Rods and Casing Catalog"]