EXPLORATION
September 7, 2017
Right on Cue: XQ™ Drill Rods Bring Innovation to Famed RQ™ Series
This article originally appeared in National Driller.
XQ™ Drill Rods Bring Innovation to Famed RQ™ Series
The high rotation speeds of diamond drilling add dynamic loads to the joints of thin-wall drill rods, which are already highly stressed supporting drilling loads.
Drill rod joints need to maintain their strength by resisting wear against the hole, and the wear of make-ups and break-outs due to bit changes.
With the pending release of Boart Longyear’s third generation XQ™ drill rod, this article reviews how each generation delivered breakthroughs in load capacity and wear life, substantially boosting reliability and productivity. The original Q™ drill rod joint is renowned for introducing coarse, tapered threads with a self-locking “interference fit,” but it had room for improvement.
As the thread’s load flank (loaded face of each thread) wore, the joint load capacity dropped, leading to failure: threads jumped, box ends expanded and climbed, or pin ends snapped from fatigue. To address these types of issues, Boart Longyear added hardening to the top half of the pin thread to maximum hardness (60 HRC), creating a significant hardness difference between pin and box. This hardness difference minimized wear compared to the rapid adhesive wear on threads of similar hardness.

Wear debris clings to a failed non-case-hardened joint after 12 cycles.
Case hardening is unmatched in protecting the thread from wear, while keeping the toughness required to carry drilling loads. Competing drill rods are typically through-wall hardened to 32 HRC. Without case hardening (no “difference in hardness”), wear life is limited and load capacity degrades with each make and break.
In simple repeated “make and break” comparison testing, competing non-case-hardened rods were recently shown to fail at between 12 and 73 cycles, whereas Q and RQ™ joints withstood more than 150 and 300 cycles, respectively. The Q thread profile also had room for improvement. The positive-angled load flank (+15 degrees) tries to open or expand the box end under tension, which limits depth capacity and accelerates wear against the hole.
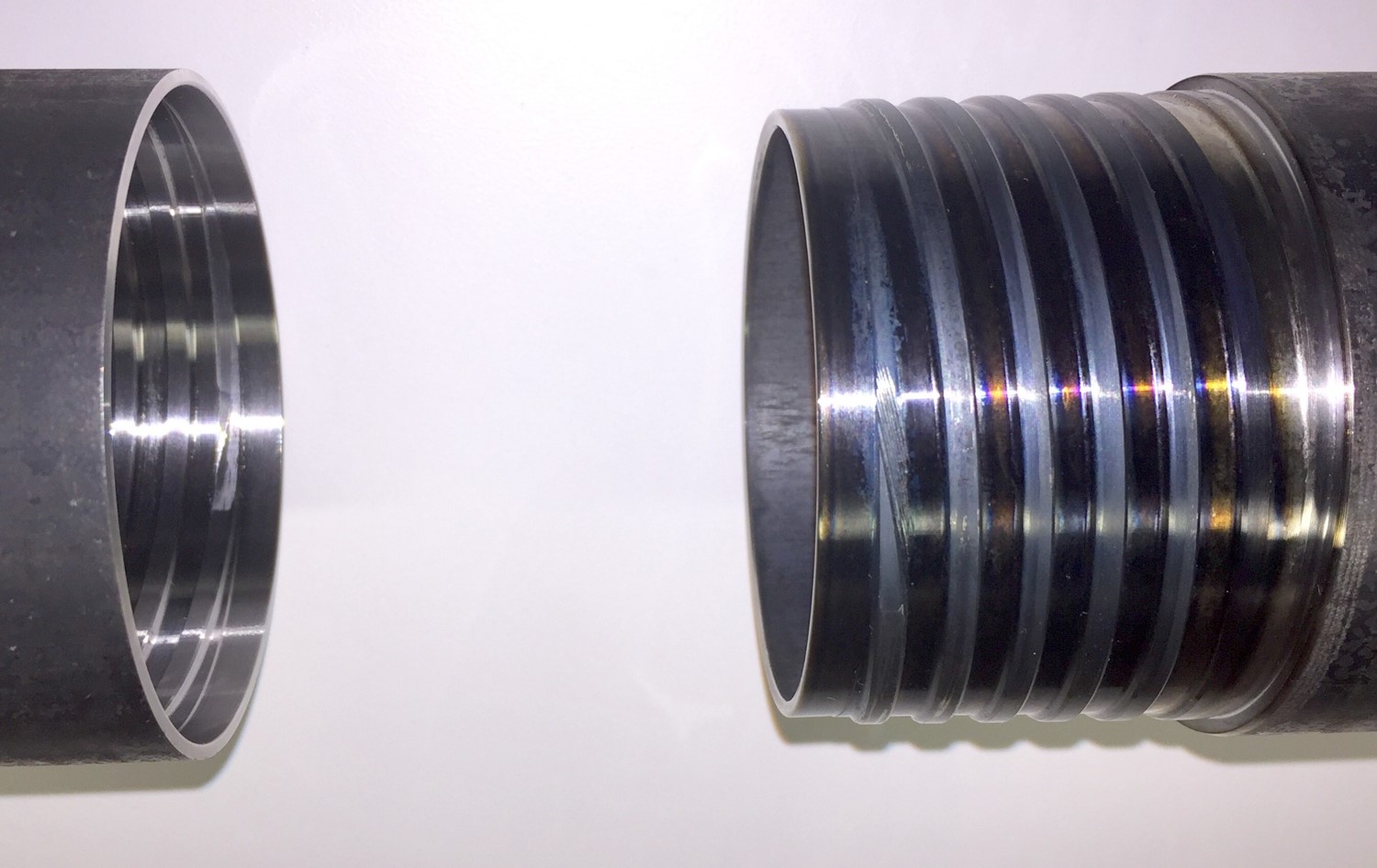
XQ threads.
A short-lived design variation, the MQ™, variations of which are still offered by some competitors today, reduced the load flank angle (+2 degrees) to address this issue. However, the MQ was soon superseded by the second-generation RQ drill rod in 1999. The patented RQ joint improved load capacity and reduced joint expansion with a reverse-angled load flank (-10 degrees), which tries to shrink or close the box end, mimicking the natural load response of a continuous tube.
Wear life was doubled by reducing the number of turns during make and break. Many in the industry have applauded the RQ as being the most reliable rod for demanding, deep or deviated holes, both surface and underground. The next breakthrough meant overcoming two limits inherent to all threaded joints.
First, all threaded joints inherently suffer uneven load distribution, favoring the first point of mating contact because the male portion is under tension and the female portion is under compression. The stress and strain at this first point of contact produces uneven joint expansion and wear, commonly exhibited as leakage or a thin portion of the outer shoulder.
Patented XQ joints feature opposite double start threads that provide a balanced load response and double the contact area, which means half the contact pressure. This advancement doubles the make-and-break test cycles over the RQ. Additionally, XQ significantly increases load capacity by utilizing a load flank angle of -20 degrees, double that of the RQ, allowing for depth ratings beyond 4,000 meters, or 30 percent more than the RQ.
Second, the start of each thread typically requires gradual partial thread transitions that lead to rapid wear and wedging, followed by jamming and cross-threading, which would be problematic for simple double-start threads.

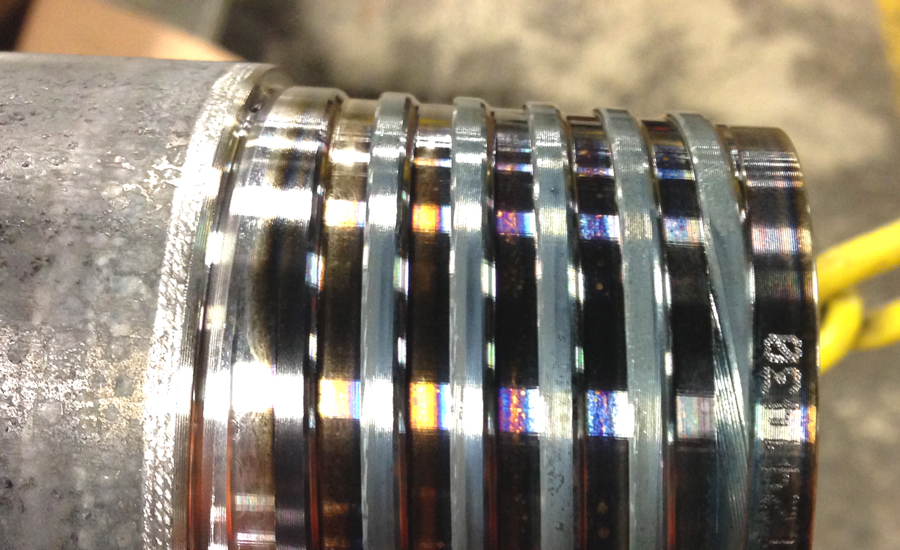
The new XQ™ holds up during “make and break” comparison testing: 168 cycles, right, compared to new, left.
XQ features an innovative self-aligning thread start geometry, ensuring mating threads engage smoothly, without wedging or jamming. Smooth starting, in combination with case hardening, significantly improves both productivity and wear life.
Finally, consider Boart Longyear’s V-Wall tubing option that made drill strings up to 30 percent lighter, thanks to a thinner wall mid-body. Operators welcomed this feature, as heavier rods can reduce productivity, especially in deep or deviated hole applications.
XQ™ joint.
A lighter drill string reduces driller fatigue from manual handling and increases drill rig depth capacity, and the enlarged mid-body significantly reduces inner tube tripping time, all of which improve safety and productivity.
However, the thinner midsection is prone to uneven wear distribution concentrated at the mid-point. The new NXQ and HXQ drill rods exclusively feature patent-pending double- upset W-Wall tubing, with overall weight reduction and tube tripping capability equivalent to V-Wall.
A midplaced section of standard thickness improves mid-body wear life and stiffness, approximating standard wall tubing. Similar to the RQ, W-Wall tubing is cold-drawn from high quality, North American alloy steel, uniquely processed to Boart Longyear specifications.
As global field trials progress, so does our confidence and excitement about the advantages the new XQ rod will bring. Its strength, wear life and easier make and break will reduce downtime, lower operating costs, increase productivity and expand drilling capabilities, as well as maintain the operator’s reputation with clients.